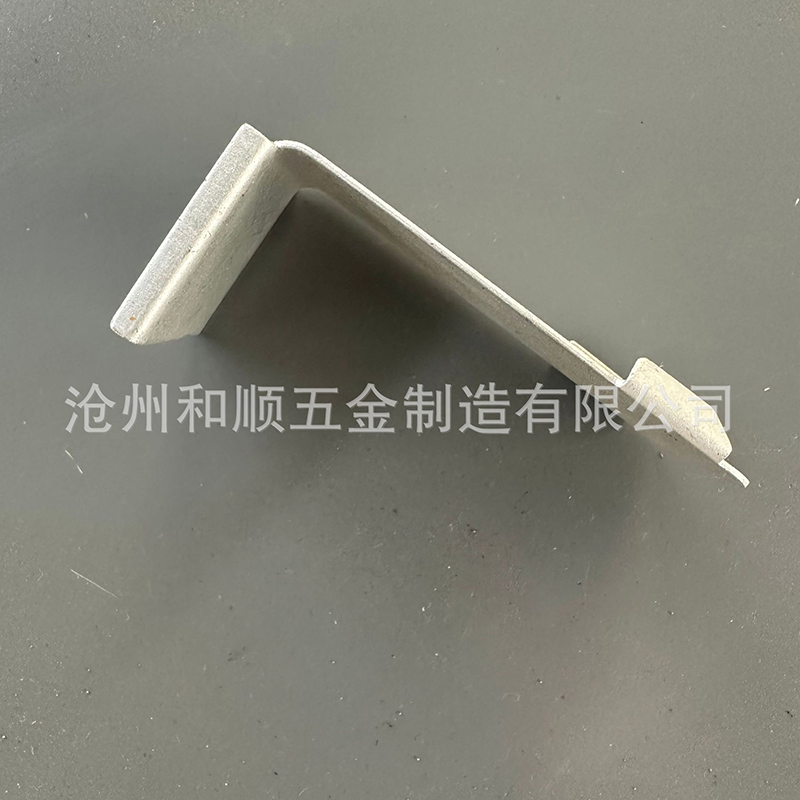
生产五金冲压件会造成废品的原因分析
时间:2024-04-27 01:50:48 作者:益商贝贝超管理员 点击量:142次
什么样的情况会造成五金冲压件成为废品?
一、五金冲压件冲压模具的安装调整、使用不当,如限位柱没有贴到,五金冲压件冲压生产时模具没有全部闭合;
二、五金冲压件冲压操作者的疏忽,没有按操作规程进行操作;
三、五金冲压件冲压原材料质量低劣,比如:厚度、硬度不均,剪板或分条尺寸不准确;
四、产品质量管理体系不健全,或质检人员没有按时进行巡检,抽检及时发现不良异常;
五、五金冲压件冲压操作者没有把五金冲压件冲压条料正确的沿着定位送料或者没有确定条料按相应的间隙送料;
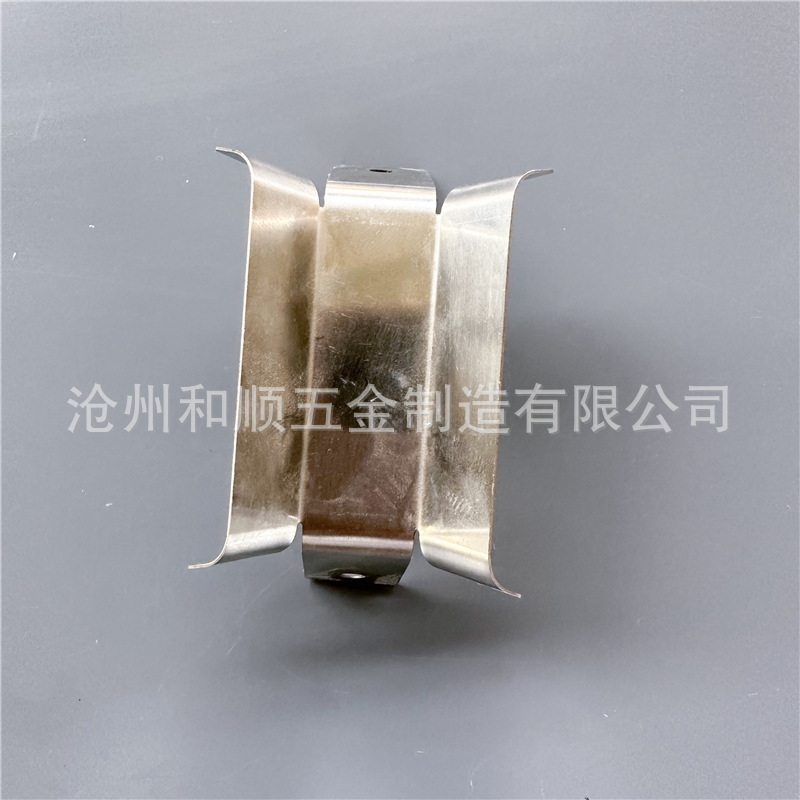
五金冲压件加工厂里,金属五金冲压件在冲裁加工时会产生毛刺,是以下几种原因所致:
一、五金冲压件冲压模具工作部分刃口变钝;
二、凸模和凹模由于长期的受振动冲击而中心线发生变化,轴线不重合,产生单面毛刺。
三、模具冲裁间隙太大、太小或不均匀;
为了去掉或减少冲裁过程中产生的毛刺,五金冲压件生产厂家会采取以下对策:
一、确定凸凹模的加工精度和装配质量,确定凸模的垂直度和承受侧压力及整个五金冲压件冲压模要有足够的刚性;
二、要求压力机要有足够的冲裁力。
三、要求压力机的刚性要好,弹性变形小,道轨的精度以及垫板与滑块的平行度等要求要高;
四、在安装凸模时改成要确定凸凹模的正确间隙并使凸凹模在模具固定板上安装,上下模的端面要与压力机的工作台面保持相互平行。
五金冲压件的硬度检测采用洛氏硬度计。小型的、具有复杂形状的五金冲压件,可以用来测试平面很小,无法在普通台式洛氏硬度计上检测。对材料的电磁性能和对镀层、涂层的附着能力等的测定。
分析材料中化学元素的含量,判定材料晶粒度级别和均匀程度,评定材料中游离渗碳体、带状组织和非金属夹杂物的级别,检查材料缩孔、疏松等缺陷。五金冲压件加工的材料主要是热轧或冷轧(以冷轧为主)的金属板带材料,五金冲压件的原材料应有质量证明书,它材料符合规定的技术要求。当无质量证明书或因其他原因,五金冲压件生产厂可按需要选择原材料进行复验。
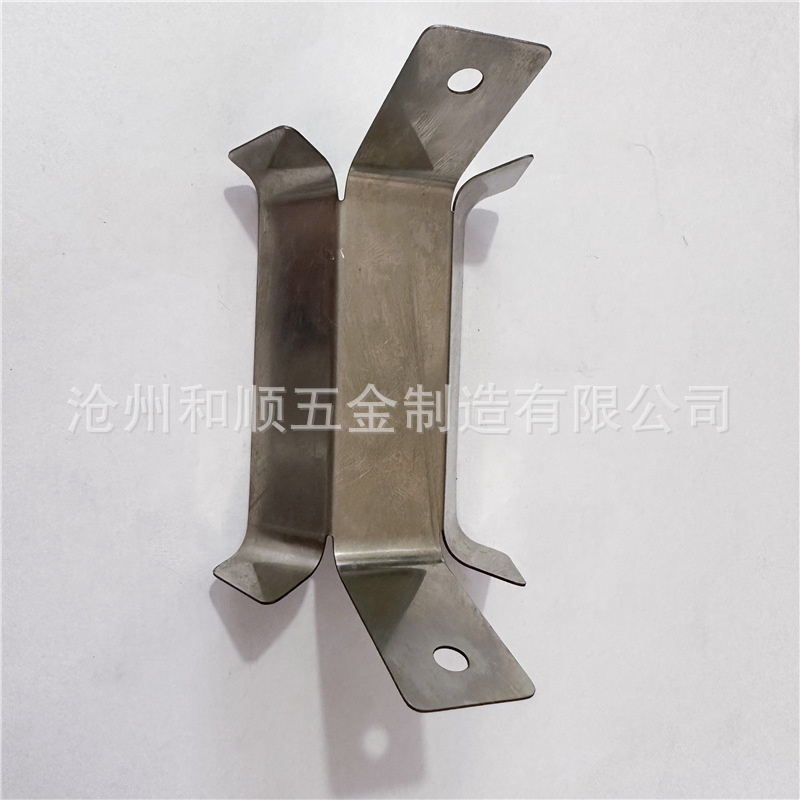
五金冲压件生产问题的处理:
一、凸凹:开卷线有异物(铁屑、胶皮、灰尘)混入引起凸凹。
二、毛刺:主要发生于剪切模和落料模,刃口之间的间隙或大或小时会产毛刺。
三、皱纹:由于压机滑块调整不良、压机精度低、气垫压力调整不适当、冲头或者r部位大等原因引起边缘或r部位皱纹。
四、曲折:由于应力不均匀、拉延筋匹配不良或者压机滑块控制不良等造成制件r角部位或者压花部位发生曲折、应变。
五、粘合、刮痕:由于材料与凸模或凹模摩擦而在制件或者模具表面出现的不良。
六、线偏移:制件成形时,需要先与模具接触的部位被挤压并形成了一条线。